

橡胶O形密封圈具有体积小,密封可靠,结构简单,成本低,适应性广,装拆容易等特点。在各行各业机械设备中得到广泛的应用,是用量最大的一种橡胶密封制品。
O形密封圈早期只是用于静态密封,后经研究逐渐应用于动密封领域,目前已在往复密封和旋转密封中得到应用。许多文章对O形密封圈的使用进行过详细介绍,本文只介绍几种常用的O形密封圈模具设计。
一、O形密封圈模具的分型面
O形密封圈模具的分型面应根据其使用状态来选择。一般使用在静态密封中的O形橡胶密封圈模具分型面选在180°水面位置;而在往复和旋转的动密封中,为了使分型面避开工作位置,提髙密封性能,往往把分型面选在45°位置(见图1、图2)。
选择45°分型面的模具不应使上下模平面之间悬空,否则会因为定位点不足导致错误。卡坏模具(见图2、图3)。
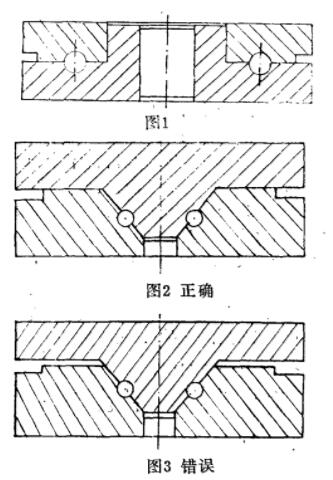
为节约钢材,可考虑在一付模具上排列两个或多个O形密封圈,而45°分型模具一般不排列过多的型腔。因为排列过多的型腔会使得模具本身的高度增加,造成模具笨重、传热不均等。
目前O形橡胶密封圈生产中使用的模具多为多巢孔模具,这样在相同的时间内可压制更多的制品,提高硫化的工作效率。
二、几种常见的O形密封圈模具
生产O形密封圈,多采用模压工艺和注压工艺,常见的模县有折页式模具、无飞边模具、立式开模多模腔模具和注压模具等。
1、折页式模具
折页式模其也称为盒式模具或书本模具。其结构特点是螺栓把合页组件固定在模具相邻两块模板侧面或分模面上,另一端装有手柄。硫化完成后,可以象书本一样打开模具,很容易地取出制品。
折页式模具可以设计成两开模,也可以是三开模或多层模。两开折页式模具由四个部分组成,其结构见图4。
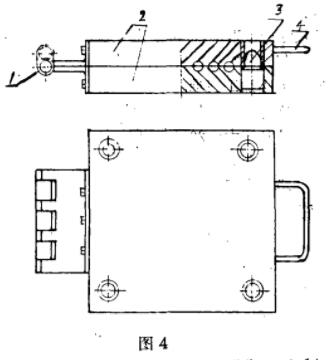
(1)折页组件包括上下折页,轴、螺栓等;
(2)上下模板、模板上加工有型腔,余胶槽、起模口等。
(3)定位组件,一般用销钉定位,也可以利用模具本身加工止口定位,如45分型面O形密封圈模具。
(4)辅助件由开模手柄、弹簧等组成。
使用折页式有以下优点:(1)启模容易,不损伤分型面,可延长使用寿命;(2)上、下模由铰链连接粗定位后,销钉或模具止口再行精定位,操作方便,定位准确;(3)特别适用于φ20mm以下的小规格O形橡胶密封圈,增加模腔数,提高生产效率;(4)在平板硫化机上容易实现自动控制(自动推出和打开),减轻劳动强度。
2、无飞边O形密封圈模具
(1)在生产中要完全得到无飞边产品是很困难的,所谓无飞边模具,就是在模具的结构上使流胶道尽可能接近型腔,使型腔周腔形成一种能够剪除飞边的刀刃,模具在使用过程中,使制品飞边与制品本体自动分离。
(2)型腔设计计算
结构尺寸如图5所示
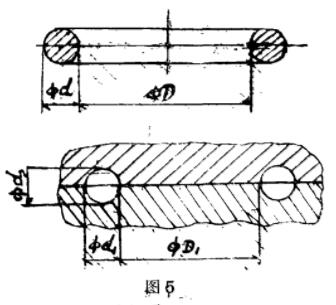
φD1=φD(1+K)
φd1=φd(1+K)
φd2=φd1-E
式中K-制品胶料硫化收缩率,E-飞边余量厚度(一般取0.05~0.07mm)
(3)飞边剪除刃口的设计
飞边剪除刃口与型腔的关系如图6所示,
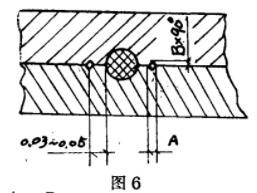
A=2B
B≈φd2*(0.35~0.40)
B的取值范围在0.5~1.5mm之间
(4)型腔加工
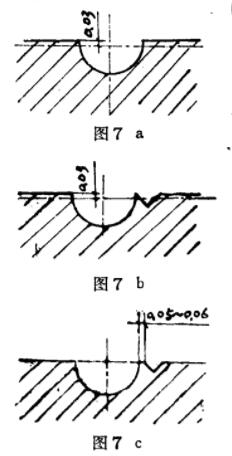
如图7所示,在加工型腔时,预先多进给0,03mm(图a),然后制余胶槽,使其相邻边与型腔边缘相接,且恰成尖角(图b),最后磨分型面,磨削余量为0.03~0.5mm,使尖角处成为0.05~0.06mm刃口(图c)。如果操作者具有较高的技术水平,也可以依靠操作者直接进行车削而达到设计要求。此外还可以使用数控自动车床来完成型腔的车削加工。
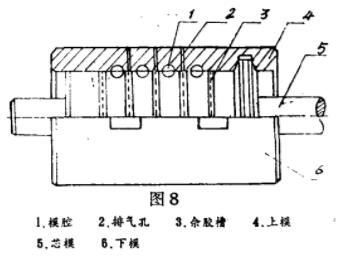
3、立式开模O形密封圈多模腔模具
立式模具是由模芯,上模和下模组成(见图8),在模芯上加工O形密封圈断面内径半园形槽;上下模固定在一起后,在内孔中加工O形橡胶密封圈的外半园形槽,保持槽的间距一致、数量相等。在模芯上留有余胶槽,余胶槽的尺寸一般取2-3mm。上下模加工有排气孔,其直径在φ0.3左右,孔径太大容易钻胶,太小加工困难。
这种立式模具适用于胶料硬度为60~75度,伸长率大于200%,自粘性及加工性能较好的胶料。
模具利用芯模轴肩斜面与上下模凹槽斜面进行定位。
立式模具的不足之处在于当产品中径小、断面大时制品脱模较困难,且仅适用于工作位置在内外径的O形密封圈制品。
4、注压模具
我国生产O形橡胶密封圈的传统方法是采用模压工艺,近几年注压工艺也在我国得到发展和应用。
设计注压模具之前,首先要了解注压机型号规格、胶料的有关性能,然后确定模腔的数量。
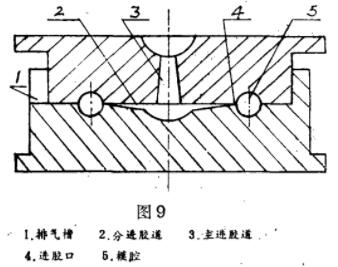
模腔的数量受到模具制造成本、设备容量的限制。模腔分布的原则是各个模腔必须以相同的速度同时充满胶料,一般都采取绕着中心对称分布的方式,采用流道等距离的注压模具设计,使胶料的交联过程相同,加上的硫化温度和硫化时间,可得到质量均匀一致的制品。图9是一种典型的O形橡胶密封圈单模腔注压模。胶料通过喷嘴、主进胶道、分进胶道、进胶口注入模腔中。
设计主进胶道时一般采用反锥形,而分进胶道直接和主进胶道和进胶口相连,应尽可能设计得短而体积小,以保证胶料快速充满型腔。其断面应逐渐过渡,不应突然变化,断面可设计成园形或梯形,有时也采用半园形和方形。
进胶口的断面形状通常与分进胶道相同,但尺寸变小,厚度约为0.25~0.38mm或直径为0.8mm,进胶口越大阻力越小,充模时间越短,但废胶边太厚不易去除。进胶口太小,阻力太大,胶料不易充满模腔,容易造成缺胶,且废胶边太薄也不易去除。
模具进胶口设计时难以确定标准尺寸,往往设计偏小,然后在试模过程中加以修正,直致所要求的尺寸,设计时还应尽量把进胶口安排在非工作面上。
为了解决注压中的排气问题,一般在进胶口的对面开设排气孔槽,也有将模具密封,在注压前抽真空的,但此法设备操作都较复杂,较少使用。
七十年代初发展了一种注压模压新工艺,即在注压机上使用模压模具,在模具打开一定距离的情况上进行注压,然后在高压下闭模硫化。这种注压模压工艺综合了模压和注压的优点,适用于两半开模的制品,如小规格O形橡胶密封圈。
采用上述工艺在模具上不必开设进胶系统和排气系统,但必须的主进胶道。




